
Test Systems, vibration-test
Fabrikanızda kronik arıza yaratan bir ekipmanınız mı var? Ya da üreticinin önermiş olduğu periyodik bakımlar veriminizi mi etkiliyor? Belki de kritik bir sistemin motorunun ne zaman arızalanabileceğini bilmek istiyorsunuz. Bu soruların bir ya da birden fazlasına evet cevabı veriyorsanız kestirimci bakım sistemlerine ve önerilimize ihtiyacınız var demektir.
Kestirimci Bakım Sistemleri ve Diğer Bakım Yöntemlerinden Farklılıkları
Kestirimci bakım sistemleri mevcut olarak çalışan ancak bir şekilde yıpranan ve mekanik sebeplerle arızalanması kaçınılmaz olan sistemlerin çeşitli ölçümler ve bu ölçümler üzerine yapılan türlü türlü analizler ile değerlendirilmesini içeren süreçler ve sistemlerdir. Kestirimci bakım ve de önleyici bakım sistemlerin amacı, zamanla oluşması kaçınılmaz bir arızanın; ilgili makina-tesis ya da prosesin beklenmedik bir zamanda duruşa geçmesini engellemektir.

İşletmelerin, bakım faaliyetlerinde genel olarak 3 yöntemi izledikleri bilinmektedir:
- Arıza oluşması durumunda onarım ve bakım
- Sürekli/periyodik/önleyici bakım
- Ölçüm ve analize dayalı kestirimci bakım
Bu 3 yöntemin birbirlerine göre avantajları ve dezavantajları olduğu bilinmektedir, ve aşağıda sıralanmıştır:
Arıza oluşması durumunda yapılan onarım ve bakımlar, eğer makina sizin işletmeniz için çok kritik değilsa, ya da birkaç ana bileşenden oluşan basit bir makina ise, bu yöntem sıkça kullanılmaktadır. Arızanın oluşma süresi, arıza tipi ve onarım için gerekli parça, işçilik maliyetleri açısından belirsiz oldukları için, kritik makinaların bakım ve idamesinde kullanılması olası bir yöntem değildir.
Sürekli/periyodik/önleyici bakımlar, üretici ve işleticinin önermiş olduğu ve ortalama kullanım şartlarına göre uygulanan bakım yöntemleridir. Düzgün takip edildiklerinde makina ömrünü uzatır ve plansız duruşların mümkün mertebe önüne geçer. Öte yandan makina eğer ortalama kullanım şartlarının çok altında çalıştırılıyorsa, ya da ortalama kullanım şartları bilinmeden garantici bir şekilde belirli sürelerde parça değişikliği öneriliyorsa, gereksiz zaman kaybı ve malzeme maliyetleri ortaya çıkmaktadır. Ayrıca, eğer makina ortalama kullanım şartlarının çok üzerinde bir kullanım varsa, makina olması gerekenden daha hızlı yıpranacaktır ve yine kaçınılmaz olarak plansız duruş ve de daha büyük bir problem ile karşılaşılacaktır.
Ölçüme dayalı kestirimci bakım sistemleri, bir makinanın sorunsuz olarak çalışma sürelerini maksimize eden, bakım sürelerini ve onarım bütçelerini düşüren ve de plansız duruşların yüksek oranlarda önüne geçen makina izleme ve bakım yöntemidir.
Başlıkta da belirtildiği gibi; kestirimci bakım sistemlerinin kurulumunda ve kullanılmasında dikkat edilmesi gereken pek çok konu bulunur. Bunların bir kısmına aşağıda değinilmektedir. Zira, böyle bir sistem kullanılıyor olsa dahi, doğru şekilde planlanmadığı ya da kurulmadığı için beklenen sonucu vermeyebilir.

Kestirimci Bakım Sistemi Tipleri
Bu kısımda, endüstride kullanılan farklı tipteki kestirimci bakım yöntemlerini tanıtacağız. Sistem olarak basitten komplikeye doğru sıkça kullanılan 4 farklı yöntem öne çıkmaktadır:
- Operatör geri bildirimi ile makina sağlığının takibi
- Makina veriminin takibi ile
- Kısa süreli vibrasyon vb. makina trend ölçümlerinin yorumlanması
- Sürekli kurulu ölçüm ve analiz sistemleri
Bu sistemleri sırasıyla avantajlı ve dezavantajlı oldukları konularda ele alalım. Öncelikle çoğu üretim işletmesinde halihazır olarak kullanılan operatör geri bildirimleri ile başlayacağız.
Operatör geri bildirimleri ile makina sağlığının takibi ve bakım planlaması
Özellikle belirli operatörlerin sürekli aynı ortamda bulunduğu ve görece basit üretim makinaları, makina sağlığının takibi açısından operatörlerin geri bildirimleri ile oldukça iyi takip edilebilmektedir. Genelde makina operatörleri makinanın bakımlarına da eşlik ettikleri için, bu yöntemde maliyetler düşük ve plansız duruşlar kabul edilebilir seviyede olmaktadır.
Bu kestirimci bakım tipinde, olası arızaların önceden fark edilmesi tamamen operatörlerin sezgilerine bağlı olduğu için, bu yöntem operatör barındırmayan, fazla personel dolaşımı ya da personel eksikliği olan makina ve işletmeler için uygun değildir. Operatörler; makinadaki küçük değişimleri nitel şekilde fark edemeyebilecekleri için (örneğin aktarma organlarındaki dişli aşınması) bazı değişimler zamanla birikerek daha büyük sorunlara yol açabilmektedir. Bu da bazı durumlarda yapılması gereken bakımın daha maliyetli veya uzun olmasına sebebiyet verebilmektedir.
Makina veriminin takibi ile makina sağlığının takibi ve bakım planlaması
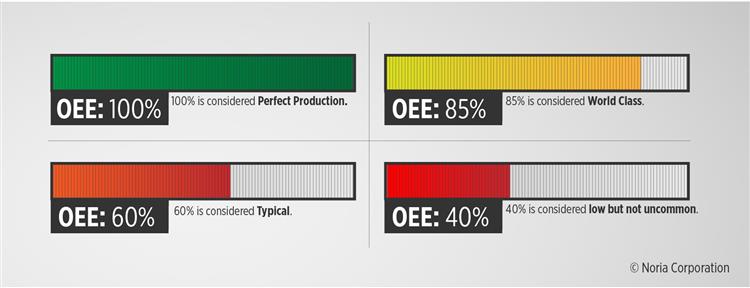
Bu yöntem aslında bir önceki kısımda bahsi geçen operatör takibine oldukça benzemektedir. Bu durumda operatörü yerine işletmeden ve üretimden sorumlu süpervizör ya da yönetim personeli geçmektedir. Özellikle sistem çıktısı doğrudan ölçülebilen işletmelerde (örneğin HES/RES/JES enerji santralleri) makinanın çalışmasındaki optimum durumdan aşağıya doğru düşüş, bakım zamanlamasına yönelik genel bir işaret vermektedir. OEE (Overall Equipment Effectiveness) etkinlik parametresi bu konuda takip edilebilecek bir parametredir.
Öte yandan, değişken üretim çıktıları veren sistemlerde (örneğin RES ya da ara mal üreten makinalar) nominal üretim oranları da değişeceği için bu veriyi kullanarak makina sağlığı hakkında bir tahminde bulunmak zor olabilmektedir. Ayrıca, bu sistemlerin komplike oldukları düşünüldüğünde, sadece çıkış verimi bilgisine dayanarak makina içerisinde hangi kısma bakım verilmesi gerektiği ya da zamanla oluşan yıpranmaların hangi boyutta olduğu bilgisine sahip olunmadığı için, bakımlar ya çok genel olabilmekte ya da çok fazla parça değişimiyle sistem sürekli güncellemektedir.
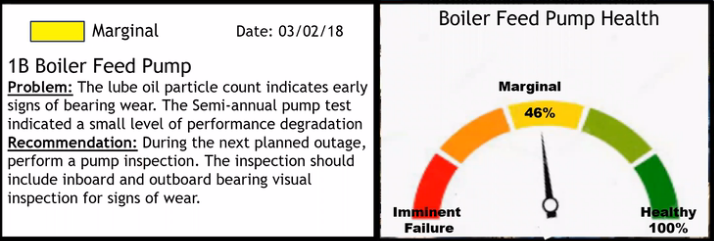
Kısa süreli vibrasyon vb. makina trend ölçümlerinin yorumlanması
Bu yöntemde 2 benzer uygulama öne çıkmaktadır:
- Kurum içi bir ekip tarafından ve mobil ölçüm cihazları ile ölçümler ve ölçüm sonuçları üzerine yapılan analizler.
- Kestirimci bakım konusunda çalışan harici hizmet sağlayıcı firmalardan bu yönde bir hizmet alınması.
Her iki durum için de mobil ekipmanlar ve yazılımlar kullanılarak belirli periyotlarda ölçüm, kayıt ve kayıtlı veriler üzerine trend analizleri yaparak makina sağlığı izlenebilmektedir.

Bu yöntem sabit kurulu cihaz maliyetleri olmadığı için kısa vadede mali açıdan uygun olmaktadır. Bir diğer avantajlı olduğu nokta, ölçüm ekipmanlarının idamesi konusu hizmet sağlayıcının yükümlülüğündedir. Bu sayede ekipman arızası, kalibrasyonu, ölçümün doğruluğu konuları outsource edilmektedir. Fakat bu aynı zamanda suistimale de açık bir konu olabileceği için iyi takip gerektirmektedir. Bu noktada hizmet alan taraflar, hizmet alımı öncesi tedarikçiden sertifikasyon ve raporlar isteyebilmektedirler. Ancak alınan hizmetin periyodu, bu hizmeti alırken görevlendirilen teknik personelin iş yükü, bu tarz belge ve iş takiplerini zorlaştırmaktadır.
Kısa süreli ölçümlerde karşılaşılan diğer önemli sorun, ölçülen verinin ne derece gerçeği yansıttığıdır. Bu iki alt-başlık altında ele alınmalıdır:
- Alınan ölçüm verileri gerçekten ilgili makinaya ait alınan en güncel ölçümler midir?
- Alınan ölçüm verileri, ilgili makinanın farklı çalışma modlarında ve yeterli sürelerde alınmış mıdır?
Buradaki ilk alt-başlık, dikkatli takip ile bertaraf edilebilir. Ancak ikinci alt-başlık için makinanın çok iyi tanınıyor olması bile yeterli olmayabilir. Söz gelimi vardiyalar arası kullanım farklılıkları ya da mevsimsel farkları iyi analiz edebilmek için uzun süreli ölçümler ve veri etiketlemeleri yapabilmek gerekecektir.
Bu konuda son dezavantajlı nokta, bir hizmet sağlayıcıdan başka hizmet sağlayıcıya geçilmesi durumunda gerçekleşmektedir. Hizmet sağlayıcılar farklı ölçüm cihazları, yazılım ve yazılım özellikleri hatta raporlar sundukları için, analiz sonuçlarında ciddi farklar görülebilmektedir. Her ne kadar en son yapılan ölçüm ve rapor cari olarak işlem görse de, önceki ölçüm ve raporlarla doğrudan bir karşılaştırma yapıl(a)madığı için makinanın sağlık sürecindeki değişiklikleri yorumlamak da zorlaşmaktadır.

Sürekli kurulu ölçüm ve analiz sistemleri
Sürekli ölçüm sistemleri pek çok farklı ölçüm ve analizi içerebilmektedir. Ölçüm ve analiz tipleri; izleme yapılan sistemin niteliklerine ve bileşenlerine göre farklılık göstermektedir. Yine de pek çok sistemde bir ya da daha fazla sayıda elektrik motoru olduğu için, vibrasyon ölçümleri kestirimci bakımda en çok öne çıkan ölçüm metodudur.
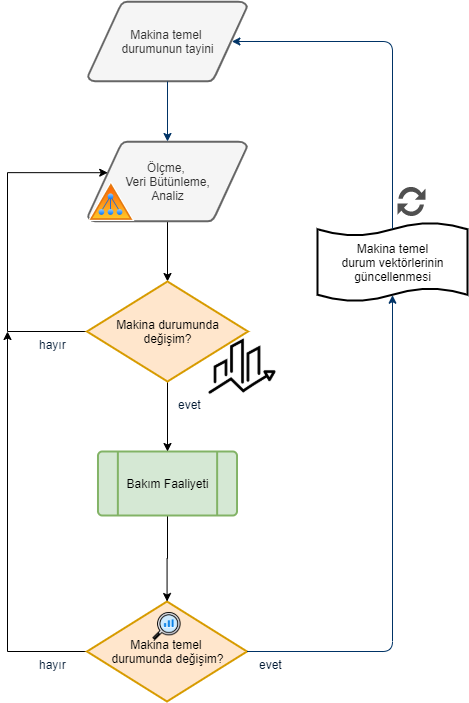
Sürekli sistemler, ölçümleri kullanarak otomatik bir şekilde makina sağlığına yönelik analizler ve uyarılar da üretebilmektedir. Bu şekilde otomatik uyarıların ve hatta raporların üretilebilmesi için izlenen makina/sistemin önceden analizlerinin yapılmış olması ve buna göre hata tanımlarının yapılması gerekmektedir. Aşağıdaki görsel, otomatik uyarı ve analiz sürecine yönelik akışı temsil etmektedir.
Yöntemlerin Karşılaştırmalı Özet Tablosu
Üstteki kısımda ayrı ayrı ele alınan noktaları, tek bir özet tablo altında toparlayabiliriz. Sütunlar farklı yöntemleri, satırlar ise karşılaştırılan özelliği, hücreler ise ilgili yöntemin diğerlerine göre avantajlı – dezavantajını göstermektedir.
| Kullanılan Yöntem / Farklılık | Operatör Gözlem | Makina Verimi Gözlem | Kısa Süreli Ölçüm ve Analiz | Kurulu Ölçüm ve Analiz |
| Otomatik analiz ve uyarılar | ☆☆☆ | ★☆☆ | ☆☆☆ | ★★★ |
| Uygulama Kolaylığı | ★★☆ | ★☆☆ | ★★★ | ★★☆ |
| Hatalara yönelik erken uyarı | ★☆☆ | ★☆☆ | ★★☆ | ★★★ |
| Farklı ölçümler ve araçlarla doğrulama | ★☆☆ | ☆☆☆ | ★★☆ | ★★★ |
| Kurulum ve işletme maliyeti | ★★☆ | ★★☆ | ★☆☆ | ☆☆☆ |
Yazıyı ve sistemleri genel olarak özetleyecek ve tabloyu da kısaca yorumlayacak olursak;
- Operatör takibinde sistemlerin maliyeti düşüj olabilmekle birlikte, kullanım kolaylığı ve doğruluğu düşüktür.
- Makina verim gözlemesi de operatör takibiyle benzer bir tablo sergiler.
- Kısa süreli (rota bazlı) ölçüm ve analizler ortalama bir fiyat-performans ilişkisi göstermektedir. Ancak erken uyarı özellikleri bir nebze düşük olduğu için kritik makina ve süreçlerde tercih edilmemelidir.
- Kurulu ölçüm sistemleri, performans açısından en yüksek değeri sağlar ve kurulum maliyetleri karşılanması durumunda tercih edilmelidirler.
Bu tablo ve özetle birlikte, kestirimci bakım sistemi kurulmasında dikkat edilmesi gerekli temel bilgileri paylaşmış bulunuyoruz. Muhakkak ki bu konular haricinde daha pek çok konu proje bazlı ele alınmalıdır.
Eğer kurumunuzda siz de bir kestirimci bakım sistemi kurmayı değerlendiriyorsanız, alttaki formda kısaca firmanızı ve ihtiyacınızı tanıtarak bizimle iletişime geçebilir ve birlikte değerlendirmede ve daha projelendirmede bulunabiliriz.